磁編碼器是怎么進(jìn)行安裝調(diào)試的
本文主要介紹了磁編碼器的工作原理,探討了采用小型磁編碼器的電主軸編碼器的設(shè)置技術(shù),經(jīng)過(guò)研究,總結(jié)出了適用于該系列磁編碼器的一些安裝調(diào)試方法。通過(guò)編碼器的相關(guān)信號(hào)調(diào)節(jié)編碼器與齒輪板的相對(duì)位置,從而提高了磁編碼器的輸出信號(hào)強(qiáng)度和檢測(cè)精度。
行安裝調(diào)試的")
什么是磁編碼器
在現(xiàn)代自動(dòng)控制領(lǐng)域,編碼器經(jīng)常用于旋轉(zhuǎn)部件,以獲得旋轉(zhuǎn)部件的精確位置信息。通常使用光電編碼器和旋轉(zhuǎn)變壓器等角度傳感器來(lái)獲取旋轉(zhuǎn)部件的位置和速度信息。然而,旋轉(zhuǎn)變壓器體積大、精度低,光電編碼器無(wú)法承受強(qiáng)烈的振動(dòng),這在一定程度上限制了工作環(huán)境。磁編碼器是一種基于磁敏元件的新型檢測(cè)裝置。與光學(xué)編碼器相比,磁旋轉(zhuǎn)編碼器具有體積小、速度快、成本低、不易受到油、水蒸氣等外部污染的優(yōu)點(diǎn)。抗干擾能力強(qiáng),抗沖擊振動(dòng)能力強(qiáng)。因此,近年來(lái),它們?cè)诠I(yè)生產(chǎn)中的應(yīng)用,特別是在自動(dòng)化控制中的應(yīng)用有所增加。
磁性編碼器的原理
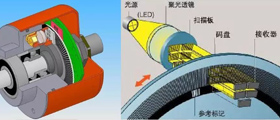
磁編碼器是一種新型的角度或位移傳感器,它使用磁阻或霍爾元件來(lái)測(cè)量角度或位移變化的磁性單元。磁性編碼器中的磁性裝置取代了傳統(tǒng)的碼盤,編碼器上的永磁體對(duì)旋轉(zhuǎn)的齒輪盤進(jìn)行磁化。當(dāng)磁化的齒輪盤與旋轉(zhuǎn)部件一起旋轉(zhuǎn)時(shí),齒輪盤產(chǎn)生周期性的空間漏磁,直接影響磁阻,這導(dǎo)致內(nèi)部光束由于洛倫茲力而偏離或螺旋。這導(dǎo)致磁感應(yīng)部件內(nèi)的電勢(shì)差發(fā)生變化。宏觀表現(xiàn)為編碼器傳感器元件的磁阻的電阻值隨著外部磁場(chǎng)的變化而變化。磁阻效應(yīng)是操作磁編碼器的基本物理原理。磁極的數(shù)量,即齒盤上的齒數(shù),決定了編碼器的分辨率。磁極的均勻性和剩磁的強(qiáng)度決定了旋轉(zhuǎn)編碼器的結(jié)構(gòu)和輸出信號(hào)的質(zhì)量。
編碼器的安裝和設(shè)置
提供了一種在有限空間內(nèi)實(shí)現(xiàn)旋轉(zhuǎn)運(yùn)動(dòng)的齒輪、電機(jī)和高速電主軸的非接觸測(cè)量技術(shù)解決方案。它與0.3mm或0.5mm模塊的高精度齒輪盤耦合。磁編碼器的輸出信號(hào)為兩個(gè)相位差為90°、頻率范圍為0-200kHz的正弦信號(hào)。編碼器電纜的最大長(zhǎng)度為100米,工作電壓為5伏,原點(diǎn)的識(shí)別形式為凹槽。為了在傳動(dòng)盤高速旋轉(zhuǎn)過(guò)程中保持良好的動(dòng)平衡,并減少離心力的偏轉(zhuǎn),應(yīng)在傳動(dòng)盤的對(duì)稱位置鉆孔。
編碼器共有六個(gè)信號(hào)輸出,可分為三個(gè)部分,即U1、U2和UN。當(dāng)測(cè)量速度或位置以增加信號(hào)強(qiáng)度并提高抗擾度時(shí),減去具有正足跡的信號(hào)和具有負(fù)足跡的信號(hào)。當(dāng)齒輪順時(shí)針旋轉(zhuǎn)時(shí),U1的相位在U290度之前,當(dāng)齒輪逆時(shí)針旋轉(zhuǎn)時(shí)U2的相位在U190度之前。編碼器每轉(zhuǎn)輸出一個(gè)UN脈沖。
編碼器信號(hào)輸出插頭是一種標(biāo)準(zhǔn)插頭,可以通過(guò)轉(zhuǎn)換連接到常見(jiàn)的主軸驅(qū)動(dòng)器,具有良好的兼容性。連接器接線方法與表1中的引腳編號(hào)相對(duì)應(yīng),引腳8和9是溫度傳感器的接線引腳。這意味著來(lái)自溫度傳感器的信號(hào)通過(guò)引腳8和9進(jìn)入伺服模塊。
在維度表中,d是最重要的維度。如果這個(gè)參數(shù)太大,輸出信號(hào)的幅度就會(huì)減小,并影響速度和位置檢測(cè)的準(zhǔn)確性。如果由于齒輪盤制造精度的限制而過(guò)小,在高速旋轉(zhuǎn)過(guò)程中,在離心力的作用下很容易出現(xiàn)偏差,導(dǎo)致齒輪盤劃傷編碼器表面,對(duì)編碼器造成無(wú)法修復(fù)的損壞。表中的推薦值可以補(bǔ)償這兩個(gè)方面的影響,使編碼器可以在更長(zhǎng)的時(shí)間內(nèi)穩(wěn)定運(yùn)行且無(wú)誤差。
如果模塊為0.3mm,則應(yīng)使用0.15mm探針規(guī);如果模塊為05mm,則應(yīng)采用0.20mm探針規(guī)。首先,在不擰緊螺釘?shù)那闆r下將編碼器連接到安裝位置。然后將相應(yīng)的探針規(guī)放置在齒盤的齒尖和編碼器之間,使三者牢固連接,并盡量確保編碼器的對(duì)稱線穿過(guò)齒盤的中心,即編碼器的對(duì)稱直線與齒盤的對(duì)稱直線重合。然后使用扭矩扳手?jǐn)Q緊螺釘,最大扭矩為60Ncm。擰緊螺釘后,拔出探針規(guī),然后使用專用電子設(shè)備細(xì)化編碼器的位置。
編碼器測(cè)試儀是一種便攜式手持式測(cè)試儀,型號(hào)為GEL 210Y005。通過(guò)檢測(cè)U1、U2和UN相關(guān)信號(hào),可以精確地調(diào)整磁性編碼器相對(duì)于齒輪的幾何安裝位置。首先,為編碼器制作一個(gè)適配器,連接電線的方法如表1所示。適配器完成后,將磁性編碼器連接到測(cè)試儀器上,通過(guò)測(cè)試儀器左側(cè)的開(kāi)關(guān)切換測(cè)試元件,然后手動(dòng)旋轉(zhuǎn)主軸。測(cè)試儀器顯示相關(guān)測(cè)試元素的值。基于這些值的大小,可以確定幾何位置偏差。然后手動(dòng)調(diào)整縮小方向的偏差,并再次進(jìn)行測(cè)量。經(jīng)過(guò)反復(fù)調(diào)整,測(cè)量值保持在允許范圍內(nèi)。
間隙是設(shè)置磁編碼器的一個(gè)重要參數(shù),它直接影響信號(hào)幅度的大小。信號(hào)幅度與磁編碼器檢測(cè)到的表面磁場(chǎng)強(qiáng)度成正比,磁場(chǎng)強(qiáng)度與磁編碼器到齒輪盤的距離成反比。幅度雜散A/B和峰值參考spor分別表示信號(hào)U1/U2的幅度。參考點(diǎn)信號(hào)。正常情況下,檢測(cè)值在AC 290-400mV的范圍內(nèi),表明氣隙范圍符合要求,如圖3所示。
信號(hào)參考偏移的調(diào)整應(yīng)在氣隙調(diào)整完成后進(jìn)行。在磁性編碼器的安裝過(guò)程中,存在一個(gè)偏差,該偏差主要影響正負(fù)信號(hào)合成后信號(hào)波形的整個(gè)縱向移動(dòng)的距離。合成信號(hào)可以用一個(gè)公式表示,其中該值表示在DC+20mV范圍內(nèi)正常滿足安裝要求的信號(hào)偏移的距離。造成這種現(xiàn)象的主要原因是編碼器位移后靠近齒盤的一端的信號(hào)幅度過(guò)大,導(dǎo)致合成信號(hào)參考的偏差。
了解更多
編碼器相關(guān)知識(shí),敬請(qǐng)關(guān)注西安德伍拓自動(dòng)化傳動(dòng)系統(tǒng)有限公司網(wǎng)站。公司技術(shù)團(tuán)隊(duì)為您免費(fèi)提供編碼器的選型、安裝、調(diào)試、保養(yǎng)等技術(shù)指導(dǎo)服務(wù),盡量避免企業(yè)因?yàn)榫幋a器技術(shù)人員的短缺帶來(lái)的損失,采取拉線上+拉線下服務(wù)的服務(wù)形式,幫助企業(yè)解決技術(shù)難題。











化傳動(dòng)系統(tǒng)有限公司")
 在線QQ
在線QQ 186-2947-6872
186-2947-6872 在線咨詢
在線咨詢

 info@motion-control.com.cn
info@motion-control.com.cn